1、在机床的最大的负荷下,可以加工到绝大部分的情况下,尽可能选大刀。
2、飞刀成本低,效率高,尽量考虑用飞刀来加工,(不论是开粗,中光还是光刀)。
3、飞刀锁螺丝上刀片直径不准确,用飞刀光刀要检测。
4、开粗时公差设0.05-0.2,开粗时余量(底侧留一致)留0.5-1.50。
5、加工时尽量对图形进行简化以便优化刀路和电脑计算的时间。
6、在加工小区域时一定要将深度Z轴顶刀位置移去,
7、在有拐角处一定要设圆弧过度。
8、进刀时一定要设斜向或尽量在外面下刀。
9、走刀时尽量考虑用顺铣。
10、让刀路尽量保持平稳切削。
二 工艺分析
1、加工三要素:余量、残留、选刀
2、正向思维:开粗后想残留做二粗
3、逆向思维:光刀后想残留做中光
4、开粗---二粗---中粗---中光---光刀
0.5 0.5 0.15 0.08 0
5、开粗---二粗---中粗---中光---光刀
0.8 0.8 0.15 0.08 0
6、开粗---二粗---中光---光刀
0.5 0.5 0.08 0
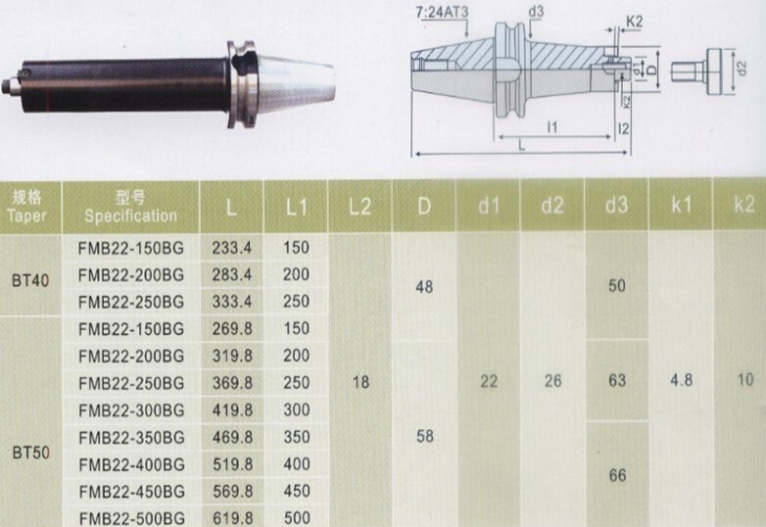
三刀具夹头参考
1、热缩型夹头:适合多种刀具 
 2、刀具方面需考虑的事项就是长径比(LDR)
2、刀具方面需考虑的事项就是长径比(LDR) 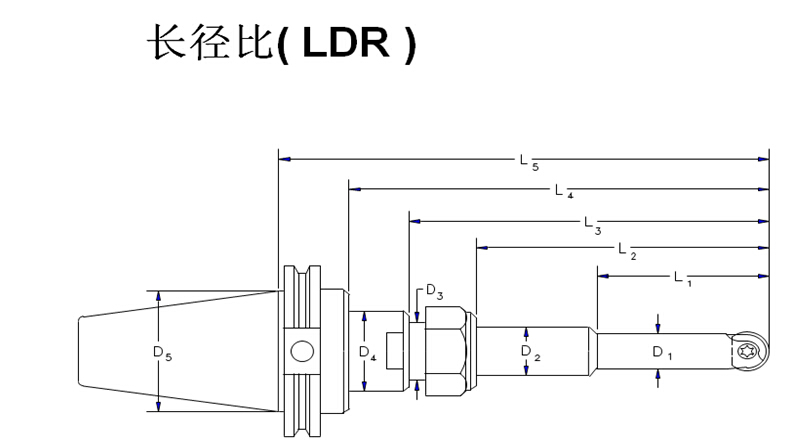
 四加工实例参考图
四加工实例参考图